輥壓機(jī)安裝時(shí)注意事項(xiàng)及系統(tǒng)維護(hù)保養(yǎng)
人氣:113 發(fā)表時(shí)間:2021-03-23 15:59
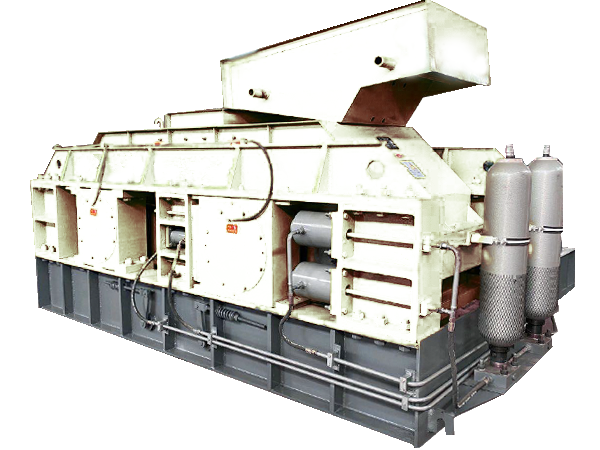
輥壓機(jī)結(jié)構(gòu)緊湊��,對(duì)物料實(shí)施的擠壓力比其他破碎/粉磨設(shè)備大很多���,且破碎比大(一般能達(dá)到30~400)�,能改善物料易磨性���、能耗低(經(jīng)過(guò)擠壓的物料中2mm/0.09mm顆粒各占60%/25%���,而且顆粒中大都含有微裂紋),容易與選粉設(shè)備組合成新的粉磨系統(tǒng)�,近十多年來(lái)輥壓機(jī)被越來(lái)越多地應(yīng)用于熟料的聯(lián)合粉磨系統(tǒng)和生料的終粉磨系統(tǒng)中。
一、輥壓機(jī)安裝時(shí)注意事項(xiàng)
1�����、減速機(jī)軸孔與輥壓機(jī)軸頭尺寸必須進(jìn)行校對(duì)����,保持間隙配合(配合要求各設(shè)備不同,間隙不同�,可查設(shè)備說(shuō)明書)�,尤其舊機(jī)返修后的尺寸核對(duì),同時(shí)對(duì)磨損����、拉傷部分進(jìn)行修磨。注意只修磨高點(diǎn)�����,不要對(duì)整個(gè)配合面進(jìn)行打磨��。
2�、安裝前必須對(duì)軸與孔進(jìn)行無(wú)油清洗,以保證配合面的摩擦力��。
3�����、裝入時(shí),減速機(jī)吊點(diǎn)的設(shè)置必須使其保持平衡���,在輥壓機(jī)一側(cè)布置多件手拉葫蘆���,逐漸將減速機(jī)裝入輥壓機(jī)。在裝入過(guò)程中保證軸孔與軸頭的同心度���,不斷調(diào)整起吊位置��,保持軸線平行����。

4�����、安裝就位后���,鎖緊盤的螺栓緊固必須按照要求力矩����,逐漸、多次��、反復(fù)緊固�����,每一條螺栓達(dá)到規(guī)定的力矩��,這是保證設(shè)備配合部位不發(fā)生問(wèn)題的關(guān)鍵���。
二����、輥壓機(jī)系統(tǒng)維護(hù)和保養(yǎng)
針對(duì)輥壓機(jī)輥面磨損�,需要采取以下措施:
1�����、加大喂料系統(tǒng)的除鐵力度�,以有效避免表面橫條產(chǎn)生剝落,延緩輥面磨損�����。
2、定期每周檢查輥面磨損情況���,如果發(fā)現(xiàn)有小塊剝落情況��,應(yīng)立即焊補(bǔ)�,這樣可有效避免其發(fā)展成深坑�����,確保輥壓機(jī)的產(chǎn)量����,并能顯著減少輥面堆焊次數(shù),減少維修成本�����。補(bǔ)焊時(shí)主要注意選擇合適的堆焊材料�,局部修補(bǔ)的輥面需要清理干凈非金屬物質(zhì),以及周圍的飛邊和已損傷未脫落堆焊材料�����,在滿足堆焊焊條的使用要求條件下堆焊。
3���、如輥面沒產(chǎn)生剝落����,則必須等到輥面橫條基本磨平后(高度<1mm)再進(jìn)行堆焊���,這樣可避免由于焊接應(yīng)力的作用將原有的橫條拉裂�����,減少輥面產(chǎn)生剝落的風(fēng)險(xiǎn)��。
4�、由于輥面耐磨橫條硬度較高����,在長(zhǎng)時(shí)間高工作應(yīng)力和物料中特殊硬物作用下難免會(huì)產(chǎn)生小塊崩落���。而輥面耐磨性主要靠橫條來(lái)實(shí)現(xiàn)���。如橫條崩落或磨損����,則輥面磨損速度就會(huì)大大加快����,先是出現(xiàn)較小的凹坑,然后很快發(fā)展成面積較大的深坑��。因此必須及時(shí)中修輥面�����,恢復(fù)耐磨橫條�����。
5��、輥面橫條基本磨平后(高度<1mm)��,必須及時(shí)大修堆焊輥面橫條���,這時(shí)是輥面堆焊經(jīng)濟(jì)�����、停機(jī)時(shí)間短的維修時(shí)間(3~5次橫條層堆焊后才需要刨掉整個(gè)堆焊層進(jìn)行一次輥面大修)���。否則橫條磨平后���,過(guò)渡層等就會(huì)很快磨平,堆焊工作量加大���,必須刨掉整個(gè)堆焊層��。
 掃一掃加我微信
掃一掃加我微信  網(wǎng)站二維碼
網(wǎng)站二維碼